欢迎光临~ 广州协和精密金属有限公司
语言选择:
 ∷
∷

∷
 ∷
∷

PRODUCT DISPLAY
CHOOSE OUR INSTRUMENT GROUP COMPANY'S THREE ADVANTAGES.

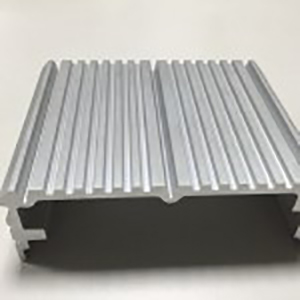
我公司是专业生产打印机、复印机用高精密磁辊铝套,OPC感光鼓用切削铝管的制造企业,我们拥有先进的磁辊铝套精密无芯磨削及OPC铝管精密外径切削,加工技术与丰富的制造管理经验,年产各种规格的精密OPC切削铝管1500万支,精密磨削铝管240万支,精密铝/不锈钢法兰头100万支。我们能保证加工完成铝管具有高精密的内外径同轴度(0.01mm),及高精密的外径圆跳动 (磨削铝管 A4:0.01, A3:0.015 切削铝管 A4:0.02, A3:0.03 ) 。
查看详细
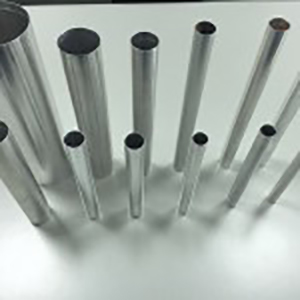
1.拉伸生产线:公司具有精密冷拉生产线5条,可做到月产能400万。加工精度:跳动0.02,圆度:0.01,肉偏:0.02。可加工范围:Φ8-Φ60; 2.3.精密切削设备:公司具有多台高速精密CNC车床,能够实现两端和表面切削,月产能220万。加工精度:圆度:0.005,同轴度:0.01,跳动:0.007(A4) /0.01(A3),表面粗糙度:Ra0.05,Ry0.3。可加工范围:Φ8-Φ80; 4.缩管机:公司目前有双头缩管机和单头缩管机各一台,可实现两端同时或者区分加工。月产能:10万。可加工范围:外径Φ60max,壁厚5.0max,长度700max; 5.内涂机:能够实现自动送料,月产能:50万Max。可加工范围:内径Φ12-Φ80,长度:180-550mm; 6.CNC走芯机:公司目前有日本制设备5台,可实现5轴加工。月产法兰:20万。可加工范围:Φ20M
查看详细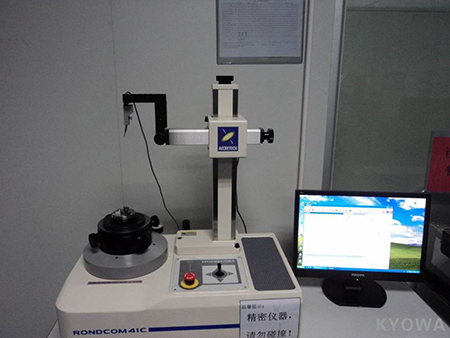
品牌:东京精密。该仪器具有回转精度高、测量项目多、数据处理分析方便等特点。回转精度:0.04+6H/1000um测量项目:可实现圆度、圆柱度、垂直度、平行度、同轴度等形位公差的测量。同时配备有强大的功能软件,可直观的实现图形显示、打印功能。
查看详细